La tecnología de puerta dieléctrica y de metal de alta compuerta de alta compuerta dieléctrica (en adelante HKMG) permite que la ley de Moore continúe en el nodo de 45/32 nm. El proceso HKMG actual tiene dos esquemas de integración convencionales, a saber, "primera puerta" y "puerta trasera". La [puerta "también se conoce como una puerta reemplazable (en lo sucesivo denominado RMG). Cuando se usa este proceso, el dieléctrico de puerta constante de alta dieléctrica no necesita pasar por un paso de alta temperatura, por lo que el desplazamiento de VT es pequeño y el La confiabilidad del chip es mayor. Por lo tanto, la industria está más inclinada a elegir el proceso de RMG al fabricar chips de alto rendimiento. Sin embargo, el proceso RMG implica más pasos de proceso y enfrenta más dificultades de proceso y limitaciones de diseño. Una de las dificultades es que es que La planitud es extremadamente difícil de lograr.
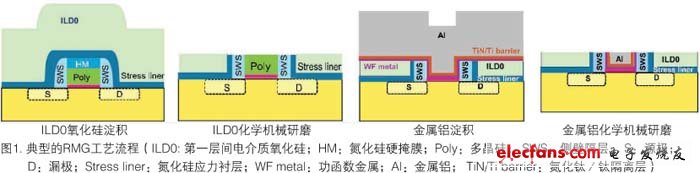
El flujo de proceso RMG típico incluye (Fig. 1): la formación de una estructura temporal de la puerta de polisilicio, la deposición de una primera puerta de silicio dieléctrica (ILD0) de ILD0, el pulido mecánico químico ILD0 hasta que la puerta de polisilicón temporal esté completamente expuesta, y el El grabado elimina la puerta Polysilicon. Polar, deposición de materiales de función de trabajo, deposición de aluminio metálico y pulido mecánico químico del aluminio metálico. Como uno de los pasos del proceso RMG, el pulido mecánico químico ILD0 es crítico para la formación suave de la estructura HKMG.
Dado que la estructura de la puerta requiere un control dimensional muy estricto (WIW y WID), la falta de un proceso que controla estrictamente el grosor de pulido final conducirá a una serie de problemas de integración de procesos, como la fluctuación de resistencia a la puerta y el relleno insuficiente de la puerta. Fuente/exposición al drenaje y más. Estos problemas finalmente dañarán el rendimiento del chip. Para garantizar el excelente rendimiento y confiabilidad del chip, el proceso de fabricación debe controlar estrictamente la diferencia de espesor de WIW, WID y WTW.
Los materiales aplicados han desarrollado con éxito un proceso CMP de tres pasos en la máquina Reflexion® LK para abordar los problemas de control de espesor WIW, wid y WTW durante el pulido mecánico químico ILD0. El primer paso (P1), la molienda elimina la mayor parte del material dieléctrico ILD0; El segundo paso (P2) continúa moliendo con FA, se detiene después de contactar la capa de nitruro de silicio en la región de la puerta; El tercer paso (P3), la puerta de la capa de nitruro de silicio en la región está completamente desgastada y la puerta Polysilicon está completamente expuesta. La Figura 2 demuestra todo el proceso de extracción de grano de sílice en la región de la zanja durante el ILD0 CMP.

Detalles experimentales
La máquina de molienda LK Reflexion® LK de los materiales aplicados incluye un disco de molienda FA y dos discos de molienda giratoria estándar, utilizando un cabezal de molienda Titan Contourtm que controla la presión en cinco zonas separadas (Figura 3). El disco de rectificado FA está equipado con un carrete abrasivo fijo de SlurryFreetm y una almohadilla de pulido de base P6900 de 3 m. El disco de molienda de suspensión estaba equipado con una almohadilla de pulido IC1010TM fabricada por Dow Chemical Co., Ltd. y un pincel de reparación de la almohadilla de pulido fabricado por 3M Company. P1 utiliza una suspensión de sílice SS-12 semi-ss-12 producida por Cabot Corporation; P2 usa una lechada FA; y P3 usa una suspensión dedicada.

Este artículo unificará el uso de una estructura de puerta simplificada (Figura 4) para evaluar el rendimiento de diferentes procesos. La estructura de la región de la puerta es de arriba a abajo: óxido de silicio/nitruro de silicio/polisilicio/óxido de puerta/silicio de cristal único, y [ranura "se refiere a la región entre la puerta y la puerta (estructura: óxido de silicio)/silicio monocristalino ). En el área de medición que tiene un tamaño mayor de 50 μm, el grosor de la película se midió utilizando nanotm 9010b de nanometría. Para puntos de medición con un tamaño de puerta de menos de 100 nm, se requiere observación de la sección longitudinal mediante la microscopía electrónica de escaneo (SEM) . En este documento, una parte de la muestra se obtiene mediante división mecánica para obtener la sección longitudinal de la oblea; otra parte de la muestra está parcialmente cortada por un haz de iones enfocado (FIB) para exponer la sección longitudinal.

Resultados y discusión
P3 requiere una suspensión no selectiva
Dado que el requisito de planitud después de P3 es muy estricto, la molienda de P3 tiende a usar una suspensión no selectiva. La suspensión tiene una tasa abrasiva considerable sobre el nitruro de silicio, el óxido de silicio y el polisilicio. Primero, la tasa de molienda de nitruro de silicio debe ser lo suficientemente alta como para garantizar la exposición completa de la puerta Polysilicon. Si la tasa de pulido del óxido de silicio es significativamente más baja que la del nitruro de silicio y el polisilicio, puede hacer que la región del surco sea significativamente convexa y se deteriore con el sobrecargamiento. Si la tasa de pulido de polisilicio es significativamente menor que la del nitruro de silicio y el óxido de silicio, la diferencia de altura entre la puerta y la zanja es muy sensible a la molienda insuficiente o excesiva. El uso de una suspensión no selectiva reducirá la variación en la diferencia de altura entre la puerta y la zanja debido a los diferentes tiempos de fresado P3.
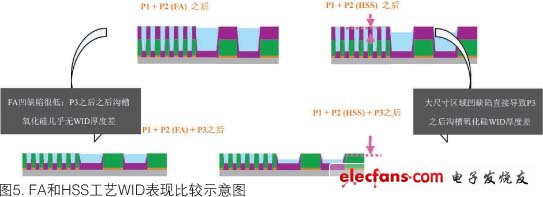
El proceso P2 FA puede reducir la diferencia de espesor de Wid de óxido de silicio de trinchera después de P3
El proceso FA se ha utilizado ampliamente para moler directamente aislamiento de zanjas poco profundas (ITS). FA puede detenerse selectivamente en la superficie del nitruro de silicio y exhibir una excelente planitud de pulido y defectos cóncavos bajos. Similar a la ITS, la molienda de ILD0 también incluye el paso de detenerse en la superficie del nitruro de silicio. Esta pérdida de nitruro de silicio extremadamente baja y defectos de receso de óxido de silicio muy bajo hacen que FA sea la clave para WIW y el control de espesor con el proceso de molienda ILD0. En la región densa en la puerta, debido al pequeño tamaño de la característica, los defectos cóncavos son generalmente bajos, independientemente del proceso de FA o el proceso de molienda altamente selectivo (HSS) (Fig. 5). Sin embargo, en la región periférica, el tamaño de la característica puede alcanzar 50 micras o más, el proceso de molienda HSS generalmente produce defectos cóncavos significativos (> 200?), Mientras que el proceso de molienda FA aún mantiene defectos cóncavos bajos (<50?).
Por lo tanto, la diferencia de espesor del óxido de silicio de trinchera Wid después del proceso FA y el proceso HSS se compara, el primero es significativamente menor que el segundo. Dado que P3 usa una suspensión no selectiva, los defectos de alta confave después de P2 conducen directamente a una alta diferencia en el grosor de Wid del óxido de silicio de la trinchera después de P3 (Fig. 5). La diferencia en el grosor wid después de P3 se puede ver claramente en la fotografía SEM de la sección longitudinal de la oblea.