A alta tecnologia dielétrica de porta dielétrica e portão de metal (a seguir denominada HKMG) permite que a lei de Moore continue no nó de 45/32 nm. O processo HKMG atual possui dois esquemas de integração convencionais, a saber, "First Gate" e "Back Gate". O [portão "também é chamado de portão substituível (a seguir denominado RMG). Ao usar esse processo, o dielétrico da portão constante de alta dielétrica não precisa passar por uma etapa de alta temperatura; portanto, o deslocamento da TV é pequeno e o A confiabilidade do chip é maior. Portanto, a indústria está mais inclinada a escolher o processo RMG ao fabricar chips de alto desempenho. No entanto, o processo RMG envolve mais etapas de processo e enfrenta mais dificuldades de processo e restrições de design. A planicidade é extremamente difícil de alcançar.
O fluxo típico do processo RMG inclui (Fig. 1): a formação de uma estrutura temporária da porta de polissilício, a deposição de um primeiro óxido de silício dielétrico intercalador (ILD0), o polimento mecânico químico da ILD0 até que a porta temporária do polissilício seja completamente exposta e o A gravura remove o portão do polissilício. Polar, deposição de materiais de função de trabalho, deposição de alumínio metálico e polimento mecânico químico do alumínio metálico. Como uma das etapas do processo RMG, o polimento mecânico químico do ILD0 é fundamental para a formação suave da estrutura HKMG.
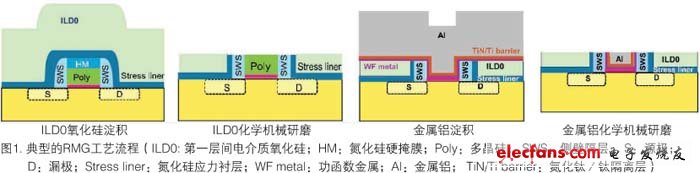
Como a estrutura da porta requer controle dimensional muito rigoroso (WIW e WID), a falta de um processo que controla estritamente a espessura final de polimento levará a uma série de problemas de integração de processo, como flutuação da resistência à porta e enchimento insuficiente da porta. Exposição de fonte/drenagem e muito mais. Esses problemas acabarão danificando o desempenho do chip. Para garantir o excelente desempenho e confiabilidade do chip, o processo de fabricação deve controlar estritamente a diferença de espessura de WiW, Wid e WTW.
A Applied Materials desenvolveu com sucesso um processo CMP em três etapas na máquina LK Reflexion® para abordar problemas de controle de espessura WID e WTW durante o polimento mecânico químico ILD0. O primeiro passo (P1), a moagem remove a maior parte do material dielétrico ILD0; O segundo passo (P2), continua moendo com FA, para depois de entrar em contato com a camada de nitreto de silício na região da porta; A terceira etapa (p3), o portão da camada de nitreto de silício na região é completamente desgastada e o portão do polissilício é completamente exposto. A Figura 2 demonstra todo o processo de remoção de grãos de sílica na região da vala durante o ILD0 cmp.

Detalhes experimentais
A máquina de moagem LK LK de Materiais Aplicados inclui um disco de moagem de FA e dois discos de moagem rotativos padrão, usando uma cabeça de moagem de contorno do Titan que controla a pressão em cinco zonas separadas (Figura 3). O disco de retificação da FA está equipado com um carretel abrasivo fixo de Slurryfreetm e uma almofada de polimento de base P6900 com p6900 a partir de 3m. O disco de retificação de chorume foi equipado com uma almofada de polimento IC1010TM fabricada pela Dow Chemical Co., Ltd. e uma escova de reparo de polimento de reparação fabricada pela 3M Company. O P1 usa uma pasta de sílica SS-12 semi-espionário produzida pela Cabot Corporation; P2 usa uma pasta FA; e P3 usa uma pasta dedicada.

Este artigo unificará o uso de uma estrutura de portão simplificada (Figura 4) para avaliar o desempenho de diferentes processos. A estrutura da região da porta é de cima para baixo: óxido de silício/nitreto de silício/polissilício/óxido de porta/silício de cristal único, e [groove "refere -se à região entre o portão e o portão (estrutura: óxido de silício)/monocristalina silício . . Neste artigo, uma parte da amostra é obtida por divisão mecânica para obter a seção longitudinal da wafer; outra parte da amostra é parcialmente cortada por um feixe de íons focado (FIB) para expor a seção longitudinal.

Resultados e discussão
P3 requer uma pasta não seletiva
Como o requisito de nivelamento após o p3 é muito rigoroso, a moagem de P3 tende a usar uma pasta não seletiva. A pasta tem uma taxa abrasiva considerável em nitreto de silício, óxido de silício e polissilício. Primeiro, a taxa de moagem de nitreto de silício deve ser alta o suficiente para garantir a exposição completa da porta do polissilício. Se a taxa de polimento do óxido de silício for significativamente menor que a do nitreto de silício e do polissilício, poderá fazer com que a região da ranhura seja significativamente convexa e se deteriorar com o excesso de enrolamento. Se a taxa de polimento do polissilício for significativamente menor que a do nitreto de silício e óxido de silício, a diferença de altura entre a porta e a vala é muito sensível a moagem insuficiente ou excessiva. O uso de uma pasta não seletiva reduzirá a variação na diferença de altura entre a porta e a vala devido aos diferentes tempos de moagem P3.
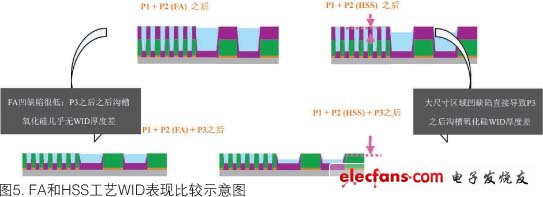
O processo de P2 FA pode reduzir a diferença de espessura de largura do óxido de silício de vala após P3
O processo de FA tem sido amplamente utilizado para o isolamento de trincheira rasa direta (STI). A FA pode parar seletivamente na superfície do nitreto de silício e exibir excelente planicidade de polimento e baixos defeitos côncavos. Semelhante à STI, a moagem do ILD0 também inclui a etapa de parar na superfície do nitreto de silício. Essa perda de nitreto de silício extremamente baixa e defeitos de recesso de óxido de silício muito baixos tornam a FA a chave para o controle de espessura de WiW e WID no processo de retificação de ILD0. Na região densa da porta, devido ao pequeno tamanho do recurso, os defeitos côncavos geralmente são baixos, independentemente do processo de FA ou do processo de retificação de pasta altamente seletiva (HSS) (Fig. 5). No entanto, na região periférica, o tamanho do recurso pode atingir 50 mícrons ou mais, o processo de retificação de HSS geralmente produz defeitos côncavos significativos (> 200?), Enquanto o processo de moagem de FA ainda mantém baixos defeitos côncavos (<50?).
Portanto, a diferença de espessura do óxido de silício da vala após o processo de FA e o processo HSS é comparado, o primeiro é significativamente menor que o último. Como o p3 usa uma pasta não seletiva, os defeitos de alta côvance após P2 levam diretamente a uma alta diferença na espessura da largura do óxido de silício da vala após p3 (Fig. 5). A diferença na espessura da largura após o p3 pode ser vista claramente a partir da fotografia SEM da seção longitudinal da bolacha.